



联系我们

当前位置:
广硕橡塑制品有限公司 >社旗本地产品推荐News
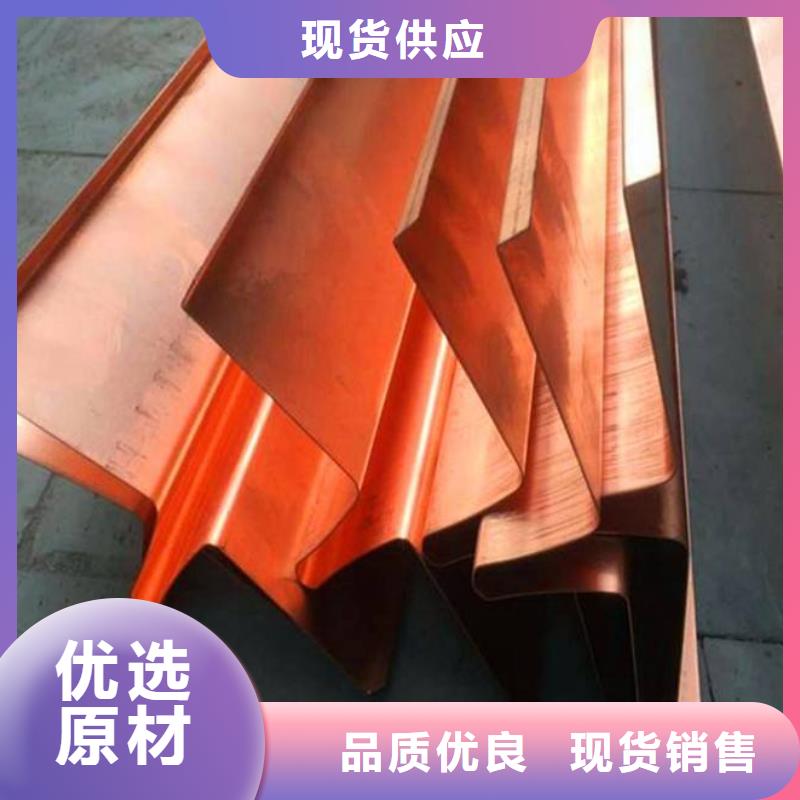
广硕紫铜止水现货质量好
更新时间:2025-03-15 01:01:42 浏览次数:3 公司名称: 广硕橡塑制品有限公司
以下是:广硕紫铜止水现货质量好的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 不限 |
| 运费说明 | 按距离 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 材质 | 紫铜 |
| 牌号 | T2 |
| 厚度 | 1.0mm/1.2mm/1.5mm |
以下是:广硕紫铜止水现货质量好的图文视频

广硕紫铜止水现货质量好_广硕橡塑制品有限公司,固定:18331833482,移动:18331833482,联系人:李经理,QQ:2149993629,滨湖新区北田村到河南省 南阳市 社旗县、宛城区、卧龙区、南召县、方城县、西峡县、镇平县、内乡县、淅川县、唐河县、新野县、桐柏县、邓州市 到 南阳市社旗县。 河南省,南阳市,社旗县 社旗县县域面积1203平方公里,耕地130万亩, 辖14个乡镇、2个街道办事处,257个行政村(社区)。
广硕紫铜止水现货质量好产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:广硕紫铜止水现货质量好的图文介绍
广硕橡塑制品有限公司是一家高度专业化的公司,专业管理能力和财务管控能力,紧紧围绕核心形成的优势。以质量求生存,公司拥有庞大的销售服务体系、先进的技术、专业的设计团队。我们注重产品质量的同时更注重售前、售中和售后的服务。公司主张长期合作、持续经营、跨步发展。
面对经济全球化的要求,公司将继续秉承“打造精品,做强企业,奉献社会”的企业宗旨,发扬“团结协作,勤奋敬业,务实创新,的企业精神,努力践行“不在守业中求生,要在扩业中图强”的发展理念,科学整合资源,加强企业管理,增强企业核心竞争能力。
公司坚持优良服务,诚信为本,与时俱进,科技为先的企业理念,坚持科技先导、用户至上的宗旨,竭诚为广大用户服务。



对于加工材料而言,紫铜止水片铸锭塑性是至关重要的。为了保证铸锭良好的变形塑性,除防止铸锭中的一些缺陷外,显然不希望铸锭组织处于非平衡凝固状态。由于产生非平衡状态的原因是结晶过程中扩散受阻,因而此种状态在热力学上是亚的,有自动向平衡态转化的趋势。
重庆融能金属是一家大型的止水铜片生产,生产各种型 规格的紫铜铜止水材料。提供加工成型(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工的发展趋势。当今铜加工已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。
尽管如此,铜加工行业仍在不断研究短流程、节能降耗、率的加工。与此同时,十分重视生产环节中每一具体作业的精细化,从而使生产过程更加、可靠,制品质量更加、一致。经过几十年的发展,是近十多年的努力,铜加工已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为铜加工业的重要组成部分,并对铜加工和行业发展产生了重要影响。
重庆融能金属是一家大型的止水铜片生产,生产各种型 规格的紫铜铜止水材料。提供加工成型(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工的发展趋势。当今铜加工已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。
尽管如此,铜加工行业仍在不断研究短流程、节能降耗、率的加工。与此同时,十分重视生产环节中每一具体作业的精细化,从而使生产过程更加、可靠,制品质量更加、一致。经过几十年的发展,是近十多年的努力,铜加工已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为铜加工业的重要组成部分,并对铜加工和行业发展产生了重要影响。



想要保证涂装能够顺利进行,不仅要根据涂装产品的膜厚,还要根据不同的铝板体系,将涂装设定在一定的粘度范围内,才可以产品质量。是国内成立较早的铝板,主营:高精超平铝板,氧化铝板、6061铝板、5083铝板、6082铝板等各牌 铝板。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须清除层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须清除层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。



只要将切口的端面垂直并去除毛刺的管子,包塑紫铜管管件到底即可,mm;L0--试样原始标距长度,包塑紫铜管此种连接方法主要靠管件中的不锈钢夹固圈将钢壁紧固于管件内,利用管件内与铜管外壁紧密配合的"O"型橡胶圈来实施密封。
包塑紫铜管的连接方式主要分为机械连接和钎焊连接两大类。机械连接又分卡套式、插接式和压接式连接。优缺点品质保证压接式连接是一种较的施工方式,苏州包塑紫铜管操作也较简单,冷轧无缝钢管的生产流程一般要比热轧要复杂,但需配备的且规格齐全的压接机械将铜管与管件压接成一体。
此种连接方法是利用管件凸缘内的橡胶圈来实施密封的。包塑紫铜管焊接紫铜管的焊接一般采用50%.45%.35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状.包塑紫铜管焊接用碳化火焰。
包塑紫铜管的连接方式主要分为机械连接和钎焊连接两大类。机械连接又分卡套式、插接式和压接式连接。优缺点品质保证压接式连接是一种较的施工方式,苏州包塑紫铜管操作也较简单,冷轧无缝钢管的生产流程一般要比热轧要复杂,但需配备的且规格齐全的压接机械将铜管与管件压接成一体。
此种连接方法是利用管件凸缘内的橡胶圈来实施密封的。包塑紫铜管焊接紫铜管的焊接一般采用50%.45%.35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状.包塑紫铜管焊接用碳化火焰。



热轧是紫铜片止水带生产中铸锭开坯的主要。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。
选购广硕紫铜止水现货质量好来南阳市社旗县找广硕橡塑制品有限公司,我们是直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-18331833482,{QQ:2149993629},:[滨湖新区北田村]。